|
|
Tuned Intake Runners | |
|
|
Up
|
Tuned Runner Experiment | Tuned Runner Performance Increase | Relocating Throttle Linkage | Relocating Coolant Temp Sensor | Vacuum Manifold and Idle Air | Plenum Design | Plenum Fabrication | Completed Project How does a 20% increase in volumetric efficiency and approximately a 10% - 15% increases in horse power within the engine's power band sound? I had read all the theory about tuned intake design and correct runner length. The Jenvey web site even has the following quote in their FAQ section: "Induction length is one of the most important aspects of fuelling
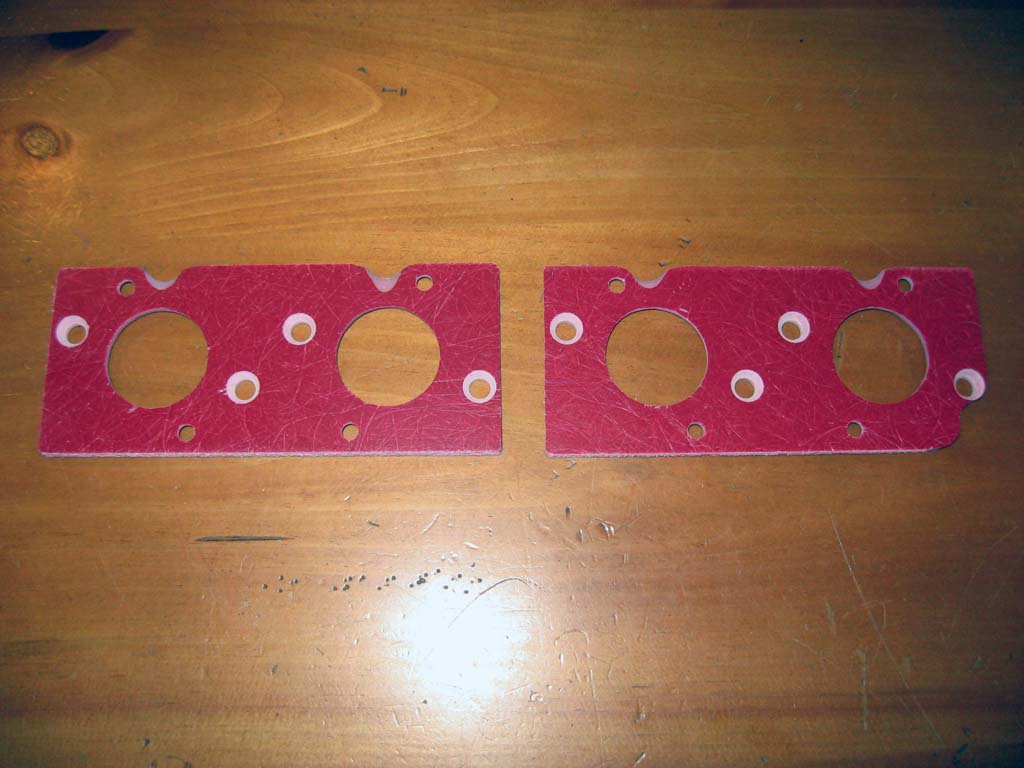
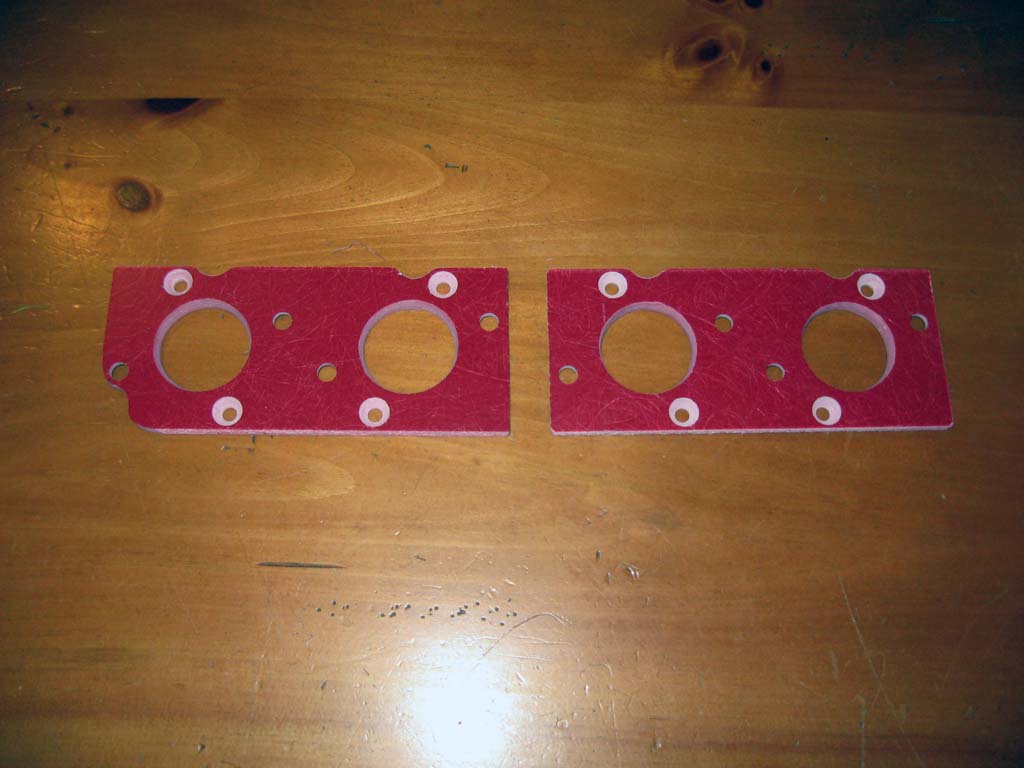
performance engines. This page documents an experiment I performed with my induction system and the results of that experiment. It will go on to document a new intake runner design that I am fabricating as a result of that experiment. Due to space restrictions in my engine compartment, specifically the location of the power brake booster, I have been running with a very short intake runner length. Measured from the center of the intake valve to the exit of the air horns, I had a length of approximately 9.75 inches (250mm). This short runner length would be optimal for an engine with a redline of about 12,600 RPM with a power band in the 8600 RPM range. I ran my car with the new 2.2L engine on a chassis dyno and got some very disappointing results. My new high performance motor only delivered about 110HP to the rear wheels. This was significantly less than I was expecting. The data from the dyno run suggests that I need a longer duration cam which I am looking into, but it also showed a complete lack of any clear torque peak. I started thinking about all the stuff I had read about induction length (and ignored) and started thinking about some options that I had discounted as being "too hard" to implement. I started playing with ideas on fitting longer air horns onto my ITBs and decided to try something I had thought of a while ago. I pulled out my box of stock engine parts which included the stock curved runners for the factory intake manifold and discovered that the curved runners would fit on the ends of the ITBs with the help of an adapter plate and clear the brake booster. Better yet, the inside diameter of the curved runners was 42mm which as close enough to my 40mm ITBs to be workable. The length of the curved runners was about 9 inches which would give me a total runner length just under 19 inches (480mm). The math says this should be good for a 6500 RPM redline and provide maximum benefit around 4400 RPM. The first step was to try this idea out on my engine and measure any effect on VE that the longer runners would have. The quickest way I could do this was to fabricate some adapter plates out of some 1/4 inch fiberglass plate I had laying around the garage.
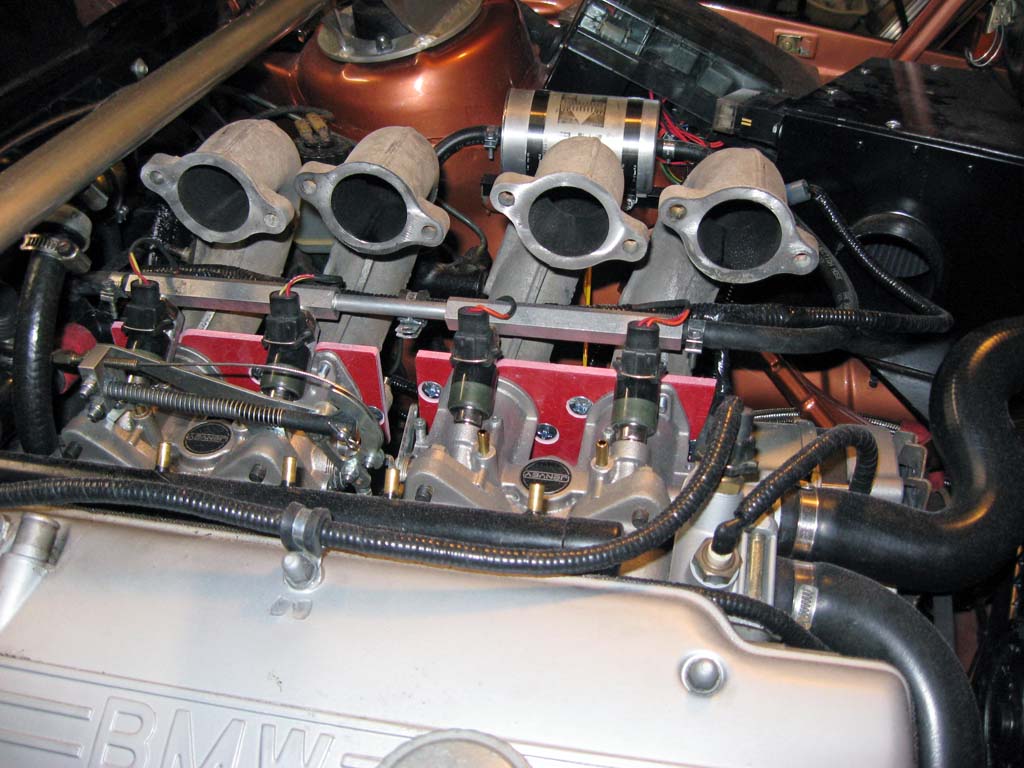
I didn't have 42mm air horns so I just went with the 40mm horns I have been running. I didn't feel like messing with another adapter plate for the air horn mounting so I went with wire ties. This is all very temporary, just rugged enough to allow me to drive with this setup for a day or two.
With this induction system temporarily held together well enough to drive the car I went out for a series of test drives. I made no other changes to the engine or the tuning. I would be able to see any change via the change in VE and any extra fuel required to maintain mixture settings. The initial tune was within 3% of ideal prior to the intake changes. I was not sure if I should expect to feel any difference but as soon as I was out of my neighborhood (open intake is very loud), I could tell this was going to be good! The car was pulling noticeably better starting at about 3500 RPM all the way up to about 5500 RPM. I had my EGO correction set to a maximum of 10% and I was running very lean in this region of the tune telling me I had made more than a 10% improvement in VE. When I analyzed the datalog from my test drive I calculated the following improvements to VE at wide open throttle:
The datalogs from the test drives show that the longer intake starts to hurt performance right around 6500 RPM. This agrees with the simple calculations provided from the Jenvey FAQ page. Keep in mind that the 40mm ITBs were not port matched to the 42mm curved runners and that I had 40mm air horns wire-tied to the runners as well! These results were obtained with two separate 1mm deep sharp edges within the intake runner. When I get rid of that turbulence the VE improvement should increase. I re-tuned my VE tables and verified the improvement. This was more than double the improvement I had expected in my most optimistic estimates. I would have been happy with a 5% to 10% improvement in VE but 20% was completely unexpected. I guess the folks at Jenvey knew what they were talking about with the kind of power you are throwing away with runner lengths that are too short. After the tune was dialed in, I went to a long straight flat road near by that I use for 3rd gear pulls I compared a 3rd gear pull on this same road from prior to the intake changes using MegalogViewer's HP calculation. This type of HP estimate is not accurate for a true reading on horsepower but it works pretty well for relative comparison. The results were between a 10% and 15% increase in horsepower within the 3500 to 5500 RPM range at wide open throttle. Based on my last dyno run, this should translate into an additional 10 to 15 HP! Not a bad gain for simply adding 9 inches to the intake runner length. Making This Real So now I need to take this temporary setup and turn it into something that will work for daily driving. This will require the fabrication of a new intake plenum to tie the intake runners to my air filter and cold air intake box. To make room for the new intake plenum I need to clear out some space above the ITBs. The specific changes I need to make are:
The Jenvey throttle linkage is designed to be mounted in any of four different locations. It can be mounted to the front or rear throttle body and above or below each of the throttle bodies. There is a different mounting bracket required for mounting the linkage above or below the throttle body. When I built my 2.2L stroker motor I decided to upgrade to the S14 starter which is smaller than the E21 starter. Because of this decision, I had just enough room under the rear throttle body to mount the throttle linkage. I fabricated the required mounting bracket out of 12ga galvanized steel that I picked up at a hardware store.
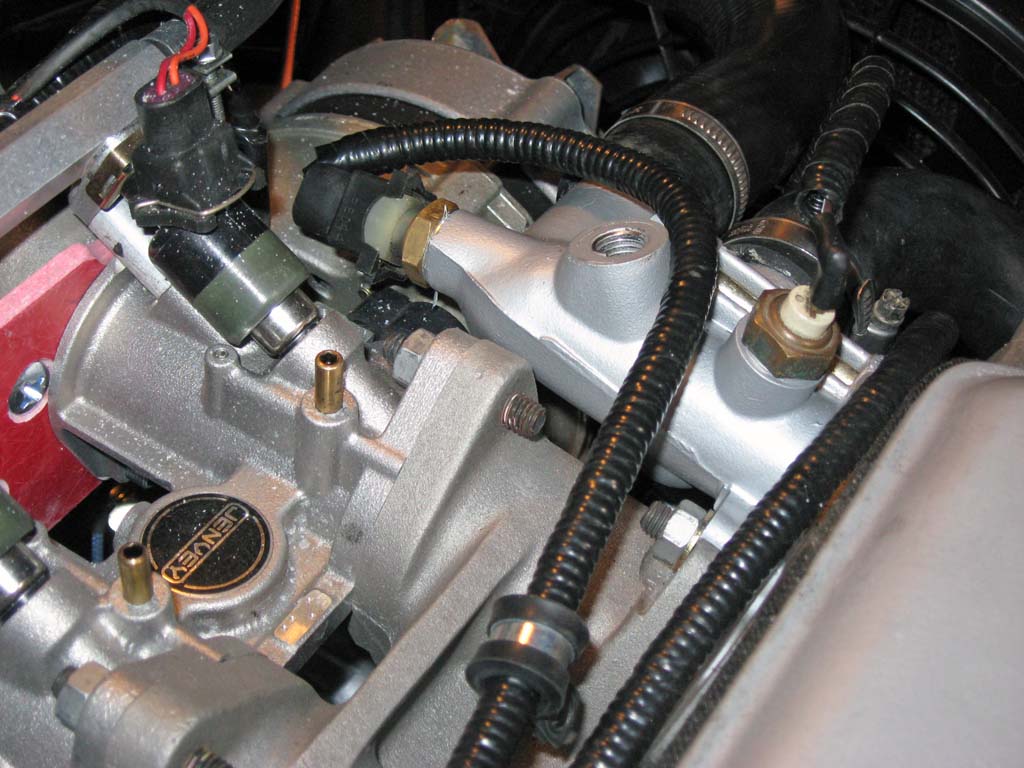
Relocating the Coolant Temp Sensor
New Vacuum Manifold and Idle Air Design The new plenum design required a complete re-design of my idle air circuit. I pretty much allowed the plenum to dictate where I had room for the idle air valve. The best location ended up being along side the plenum. One enhancement I made was to locate the idle valve in the middle of the vacuum manifold. I noticed this was how BMW did it on their engines running ITBs and figured it might help more evenly distribute the idle air to the throttles. I followed similar construction techniques as my first vacuum manifold including the built-in MAP sampling port and using a combination of copper and brass and regular plumber's solder to build up the manifold.
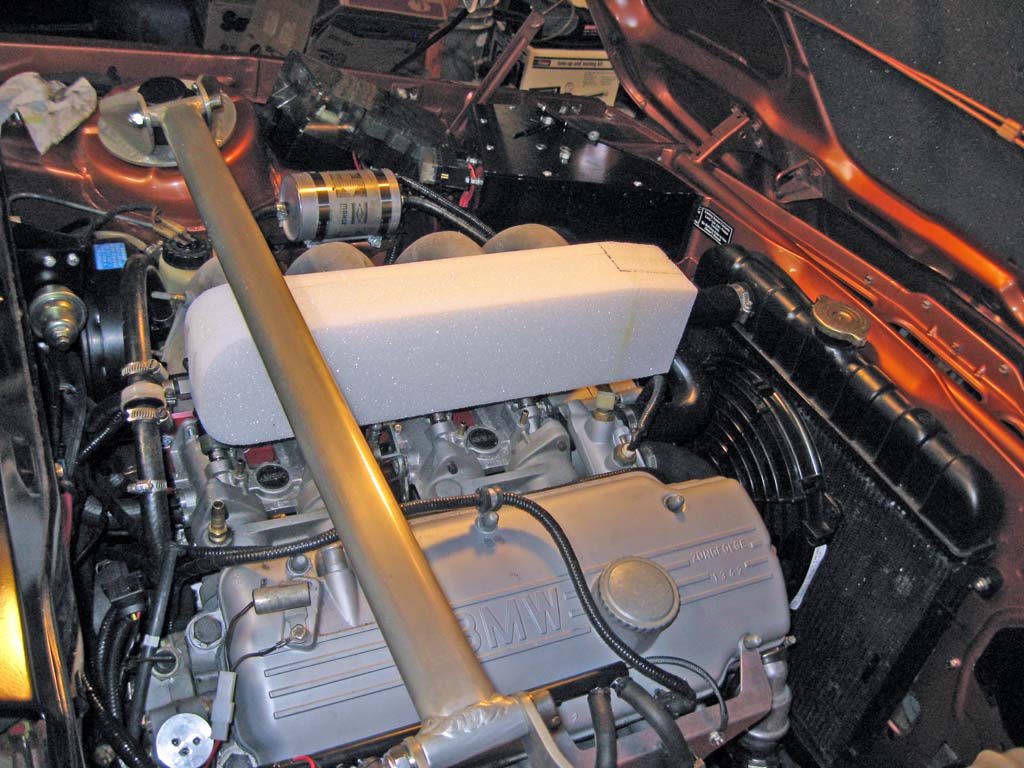
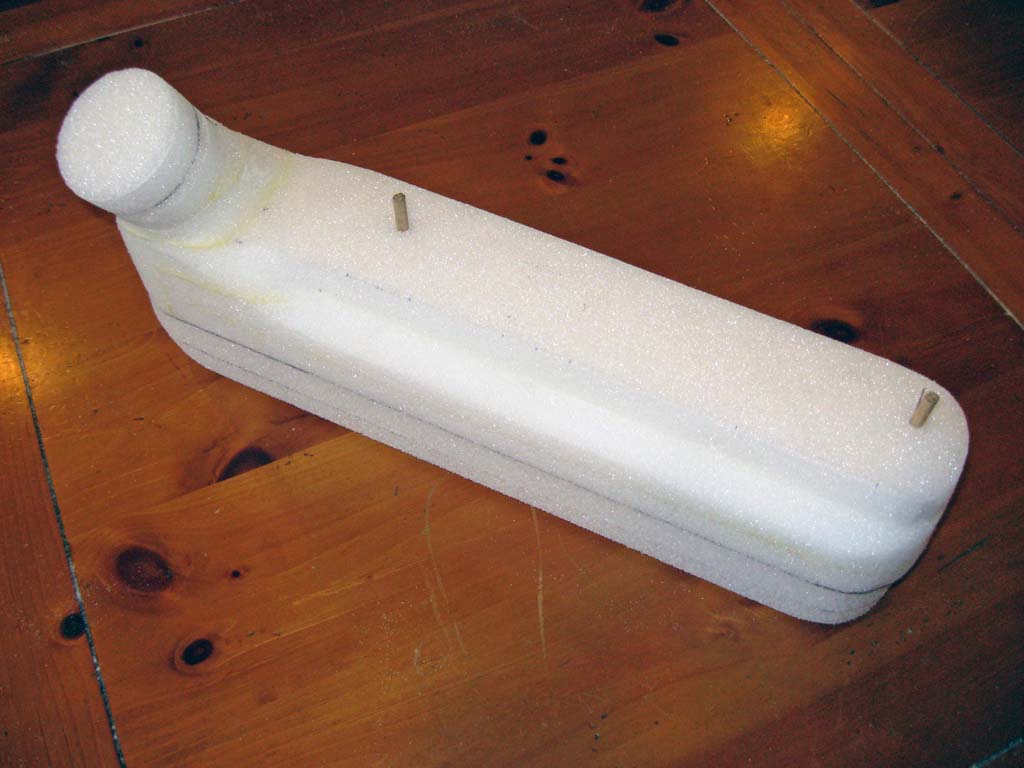
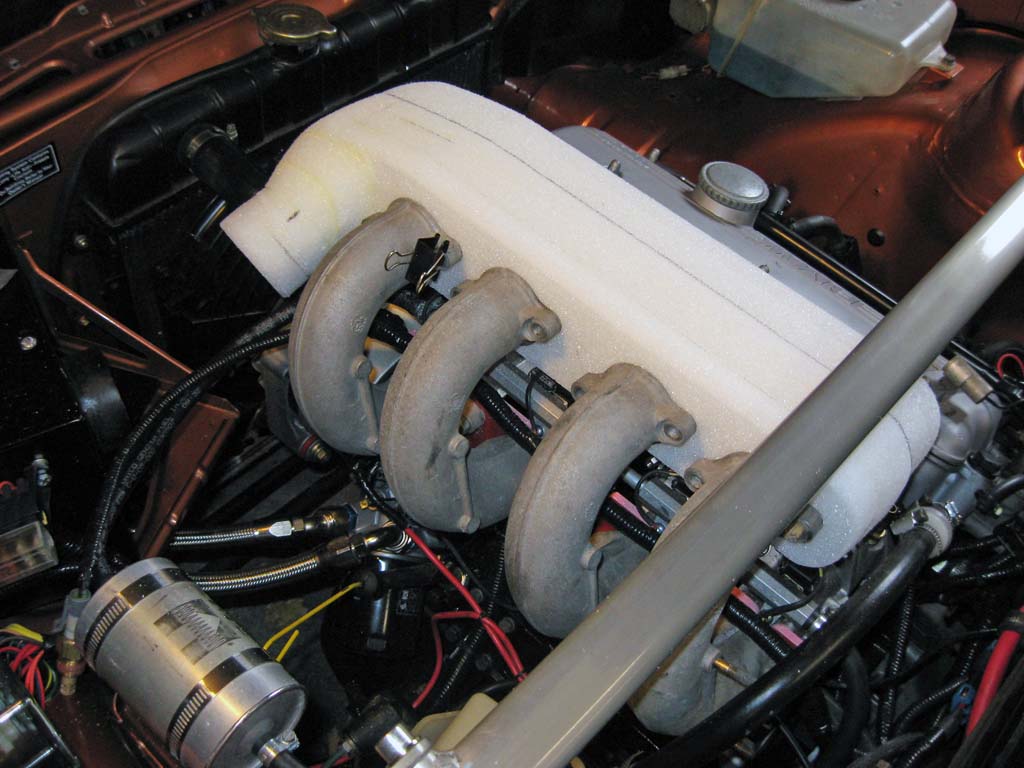
My intention is that the plenum volume will not have a large effect on the tuned induction system. My testing was done without any plenum (infinite volume). The goal will be to make the internal plenum volume as large as possible to approximate the same running conditions I had during my test drives. With the foam form almost complete for the plenum, the volume works out to be somewhere between 4.5 and 4.9 liters. This is well over 2x the engine's displacement and should not limit the engine's performance. The plenum will be designed in two pieces similar to the TWM plenum I had been using. A removable cover will provide access to the air horns for assembly as well as throttle balancing. The plenum will be made using a foam form and laying fiberglass over the form. I think I will try vacuum bagging the form after laying up the fiberglass. Once the fiberglass has set the foam will be dissolved using acetone. This is a pretty common DIY method for making complex shapes out of fiberglass or carbon fiber. One of the negative points of this method is that the foam form will be destroyed so I will only get one chance to get this right. I built up the foam form using 1 inch and 1/2 inch thick sheets of foam glued together and shaped with a combination of razor blades, files, and sandpaper. The shape of the plenum close to the air horns is somewhat complex to provide clearance for the fuel rail and injectors that are immediately below and behind the air horns. I used some wood dowels as pins into a couple of the runner mounting holes so I could easily position the form on the engine during fit checks.
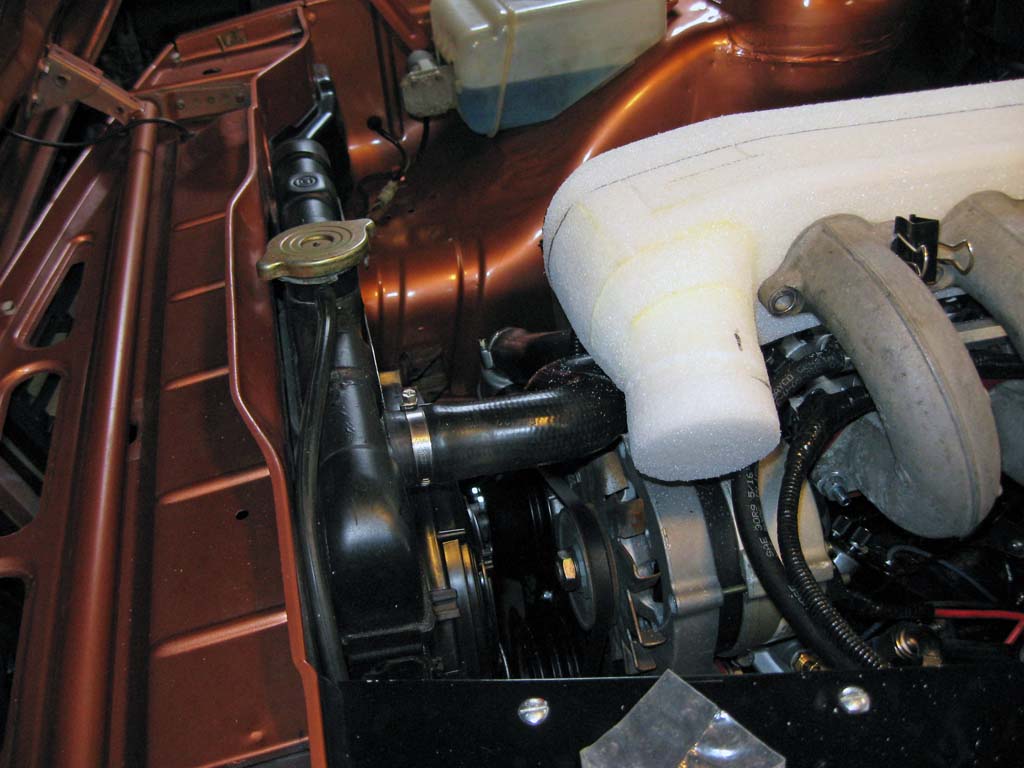
I continue to refine the plenum shape as I go. I simplified the shape around the fuel rail to make it easier to lay-up and increase the chances of success. I was able to build up a shape to allow the 3 inch air intake to run around the top coolant hose and align pretty well with the cold air intake.
The last details added to the base were a mounting feature for an aluminum bung for the intake air sensor and some notches for the plenum cap mounting latches. This was my first attempt at fabricating a part of this complexity. I have modified my old TWM plenum a couple times but have never fabricated a part from scratch. I spent a fair amount of time researching how to do this on the web and assembled all the materials I would need for the lay up and the vacuum press. I purchased most of the materials from Fibre Glast. There is a nice introduction to vacuum bagging on their web site here. There are many resources on the web for purchasing these supplies, this is just the place that I ended up using. Materials used, product numbers are from FibreGlast web site:
I used a sheet of 1/4 inch thick Plexiglas that I picked up from my local hardware store for the mold base. I treated the surface with several coats of car wax so the part would not stick. I was careful to not wax the edges where the sealant tape needs to go. Next I placed the sealant tape around the edges and stuck the foam form on the base with some double sided tape. I used between 6 and 8 layers of glass for the base. 6 layers on the rectangular region and about 8 layers around the round air intake region. I tinted the epoxy resin black just for looks. The part will be painted but when the paint chips, the black will still look pretty good. Resin was brushed into each piece of glass, I wrapped the foam form with packing tape to keep the epoxy from being soaked up by the foam.
After the lay up was complete, I placed a layer of peel-ply over it. The peel-ply had been cut to size and test fit before the lay up was started (notice arrows etc on the peel-ply). The 120 minute pot life of the epoxy is plenty long enough so I did not need to rush but you also don't want to waste time. After the peel-ply, several layers of breather cloth were placed onto the part with extra breather around any sharp edges. Next the bagging film was placed over the part. Several pleats were made in the film to allow it to drape over the part better. The bagging film stretches but you don't want to rely entirely on this stretching, pleats are always a good idea on a part that has multiple heights like this one.
I held the vacuum on the part for about 6 hours and then allowed the part to cure for 24 hours before removing the breather and peel-ply. Removing the breather and peel-ply was not too difficult. The part popped off the base easily as well due to the coat of car wax. I trimmed the edges and removed the packing tape from the bottom of the foam form. The foam was then dissolved using some acetone. The acetone quickly dissolves the foam turning it into a messy white paste. Once the foam was gone, the layer of packing tape was pulled from the inside of the part.
I ordered some 1/4 inch aluminum plate and fabricated the final version of the adapter brackets. The only tools used were a drill press with a hole saw and basic hand tools to make the adapters. After about 6 passes with wet sanding, filling, and painting I got the surface finish on the plenum where I wanted it. I ordered a set of stubby cast air horns from Jenvey for the inside of the plenum. I used my dremel to shape the 1/4 inch fiberglass plate inside the plenum to blend the transition from the air horns to the curved runners.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
This site was last updated 05/17/10